Manch einer dachte schon, sein Stirling wäre dicht, aber denkste, Theorie und Praxis sind eben zweierlei. Liegt es nun an einem O-Ring, einem Flansch oder einer Schweißnaht – man wird einfach mit der Zeit Dicht-Spezialist, ganz ohne Versmaß und Reime.
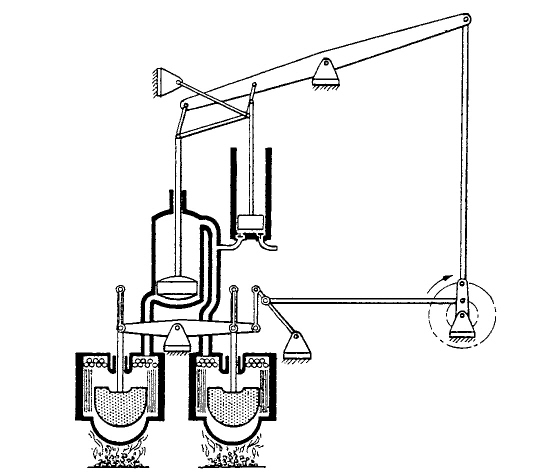
Dabei haben Dichtprobleme bei Stirlingmotoren eine lange Tradition. Im vorvorigen Jahrhundert verwendete man Leder, Flachs und ähnliche biologische Erzeugnisse zur Abdichtung. Natürlich war damit eine Aufladung kaum zu machen, was höhere Leistungen bzw. bessere Leistungsgewichte bedeutet hätte. Nebenstehendes Bild eines Stirlingmotors aus dem Jahr 1827 mit doppeltwirkendem Arbeitskolben und einem Kompressor zeigt aber ganz deutlich, dass die damaligen Zeitgenossen durchaus um dieses Geheimnis wussten.
Heute
beherrscht man im allgemeinen die Dichtprobleme bei
Gehäuseverbindungen, lediglich bei Helium und Wasserstoff wird es
schwieriger.
Manchmal pfeift es aber gar nicht aus den Fügespalten heraus, sondern
mitten im
Gussgehäuse. Porositäten sind ärgerlich, treten meistens bei der
gesamten
Charge an genau der selben Stelle auf und sind erst beim nächsten Guss
durch
Verlagerung von Anguss und Steiger zu verhindern. Manchmal helfen aber
auch
Kühlbleche, die in der Nähe dieser Stelle in den Sand verstaut werden
und dann
die Abkühl-Geschwindigkeit beschleunigen, so dass das Gefüge bei der
Erstarrung
an dieser Stelle dichter wird.
Was
macht man dann aber mit der ersten Charge? Wegwerfen?
Einschmelzen? Meist kann man die Dichtigkeit eines Gusses erst nach der
Bearbeitung erkennen. War also die ganze teure Bearbeitung umsonst?
Nein – man
kann auch diese Gehäuse noch wie folgt retten: Man erhitze den
ansonsten
abgedichteten Stirlingmotor auf etwa 50°C, lege ein leichtes Vakuum an
und
benetze die Stelle mit einer üppigen Lage
2-Komponenten-Epoxidharz-Kleber (ich
nehme immer UHU plus endfest 300). Wenn dann der erste Trichter
sichtbar wird, diese
Stelle noch einmal mit Klebstoff betupfen und das Vakuum abstellen und
aushärten lassen. Wer Helium abdichten muss, dem empfehle ich spezielle
Firmen,
die nichts anderes tun, als massenweise ganze Gehäuse in heiße Bäder
mit
solchen Klebern einzutauchen – nicht nur Stirlingfreunde haben
Dichtprobleme.
Ein
ganz anderes Dichtproblem ist die Wellen-Abdichtung. Die
meisten Simmerringe sind nicht für Überdrücke geeignet. Nur die Sorte
BABSL hat
eine Stahlschulter im Kautschuk eingegossen und eine kürzere
Dichtlippe, was
beides dazu führt, dass bis zu 10 bar auf Dauer abgedichtet werden
können. Die
Welle muss allerdings im Bereich der Dichtlippe aus gehärtetem Stahl
bestehen,
sonst arbeitet sich die Dichtlippe mit der Zeit in den Stahl ein. Doch
ganze
Wellen aus gehärtetem Stahl sind nicht leicht herzustellen. Deshalb
hilft auch
eine gehärtete Muffe, die fest auf der Welle sitzt und entweder durch
Loctide-Kleber oder einem O-Ring zur Welle hin abgedichtet ist. Also,
bis zu 10
bar kann man dadurch bewältigen. Aber was macht man, wenn man mehr als
10 bar
Aufladung realisieren will? Dann kann man mehrere Simmerringe
hintereinander
setzen. Damit der Ring, der am besten dichtet, nicht die
Haupt-Druckdifferenz übernimmt und dann doch über 10 bar kommt und
beschädigt wird, muss man
mit
Reduzierventilen zwischen den Simmerringen arbeiten die auf 9,5 bar eingestellt werden.
Mehr
als 40 bar Luft sollte man allerdings nicht aufladen,
weil sonst der Sauerstoff-Anteil in der Luft und das Fett der Lager
bereits
nahe an der Selbstentzündungs-Temperatur herangekommen und es eine
heftige
Explosion geben kann, die nicht nur den Motor, sondern auch das
Test-Gebäude
zerreißt.
Verwendet
man Stickstoff, so sollte man das kostbare Gas in
der letzten Simmerring-Stufe absaugen und wieder ins Gehäuse pumpen.
Aber auch
bei Luft sollte man diese Absaugung realisieren, denn pumpt man ständig
neue
Luft von außen in das Gehäuse, muss man die Luft noch aufwendig
entfeuchten.
Bei
Helium geht durch Simmerringe allerdings zuviel
verloren, da hilft auch keine Absaugung in der letzten Stufe. Da hilft
dann nur
noch Eines: Generator in den Druckraum integrieren und mit einem
druckdichten elektrischen
Stecker durch das Gehäuse gehen, sogenannte U-Boot-Stecker.
Zwischen
1945 und 2000 dachte man, dass es genügt, wenn man
nur die Zylinder mit Helium füllt, während man im Gehäuseraum einfach
Luft
zuläßt. Dann verlagert man allerdings das Dichtproblem an die
Kolbenstangen.
Oszylierende Dichtungen dichten aber oft noch weniger als Simmerringe.
Mehrfach-Systeme mit Absaugung in der letzten Stufe oder mit Ölspülung
sind
sehr teuer und anfällig und Membran- oder Rollsockendichtungen aus
Kautschuk
haben eine zu niedrige Lebensdauer. Alle diese Varianten haben sich
als Irrtum
erwiesen.
Wie
man es auch immer macht, am besten ist es wohl, den
Generator in den Druckraum zu integrieren.
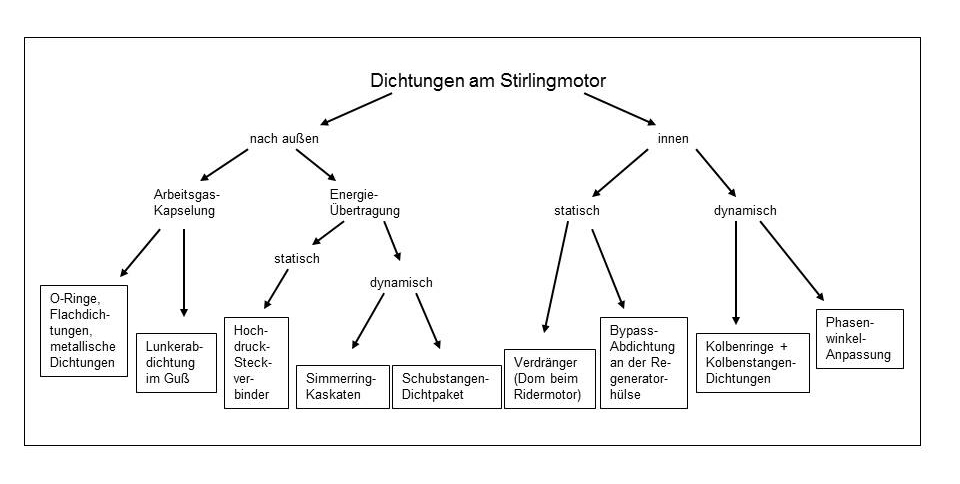
Doch
es gibt nicht nur Dichtungen nach außen hin. Am
Stirlingmotor beschäftigen uns auch oft innere Dichtungsprobleme.
Betrachten
wir hier zunächst einmal den statischen Bereich. Es sind die
Hohlraumkörper,
der Verdränger beim Stirling bzw. der sogenannte Dom beim Rider. Diese
müssen
dicht sein, damit sie keine unerwünschten Toträume bilden und zu
Leistungsfressern werden. Dabei spielt die kleinste Pore eine große
Rolle.
Deshalb sollte man jeden solchen Hohlraumkörper vor dem Einbau in
heißes Wasser
stellen. Nur 2 Blasen pro Minute bei Heliummaschinen und 5 Blasen pro
Minute
bei Luft- oder Stickstoffmaschinen sind akzeptabel. Es gab andererseits
auch
Stirlingmaschinen, deren Verdränger absichtlich sogenannte
Entlastungsbohrungen
von mehreren mm hatten. Man wollte den Verdränger extrem leicht und
dünnwandig
ausführen. Mit Entlastungsbohrung gibt es dann zwar keine Gefahr der
Implosion
mehr, aber man verschenkte auch die Hälfte des Drehmomentes und damit
der
Leistung. Natürlich ist es auch möglich, Verdränger vollkommen gasdicht
hinzubekommen.
Aber das birgt dann gerade die Gefahr der Implosion. Denn diese
Hohlräume
(Verdränger bzw. Dom) werden bei Umgebungsdruck geschlossen und dann so
eingebaut. Besäßen sie bereits den Mitteldruck der aufgeladenen
Maschine,
könnte man an der Wanddicke und damit am Gewicht sparen. Soll der Motor
eine
gleichbleibende Aufladung erhalten, sind deshalb sogar Poren erwünscht.
Hier
hat sich 0,5 bis 1 Blase pro Minute bei Helium- und 2 bis 4 Blasen pro
Minute
bei Luft- und Stickstoffmaschinen als praktikabel erwiesen. Wie solche
absichtlichen Poren technisch eingebracht werden, ist allerdings
Betriebsgeheimnis
der führenden Entwickler bzw. Hersteller. Es versteht sich von selbst,
dass
solche Motoren nur sehr langsam aufgeladen werden dürfen. Auch
plötzliche
Druckabfälle während des Laufs bedeuten dann natürlich eine Explosion
der
Hohlraumkörper, und sollten ebenfalls vermieden werden. Bei
Stirlingmaschinen,
die eine Leistungsregelung durch variable Drücke realisieren, sind
schließlich
dickwandige, schwere Verdränger das absolute Muss und diese sind dann
natürlich gasdicht.
Als
zweites Dichtungsproblem innerhalb des Stirlingmotors
möchte ich Bypass-Probleme nennen, und zwar bei solchen Maschinen, die
statt
eines Ringspaltes um den Verdränger ein komplettes thermisches Paket
von
Erhitzer, Regenerator und Kühler ringförmig um den Verdränger besitzen.
Ich
liebe solche Motoren. Sie sind stark - haben ein hohes Drehmoment und
nur
einmal eine druckfeste Temperaturabbaustrecke, was den Wirkungsgrad in
die Höhe
schnellen lässt. Aber sie beinhalten auch das Bypass-Problem, und zwar
zwischen
dem Expansionsraum über dem Verdränger und der Nahtstelle zwischen
Erhitzer und
Regenerator. Hier im heißen Bereich des Motors kann man keinen O-Ring
einbringen, der die dünnwandige Hülse gegen den Erhitzerkopf abdichtet.
Bei
Luft- und Stickstoff-Maschinen können enge Übergangs-Passungen noch
praktikabel
sein. Aber bei Helium muss man den teueren Schritt einer
Hochvakuum-Verlötung
gehen.
Während
alle bisherigen Dichtungsprobleme statischer Natur
waren, kommen wir schließlich zu den dynamischen, den
Kolbenring-Dichtigkeiten. Hier sind es dreierlei: die
Kolbenstangen-Dichtringe, der Dichtring am Verdränger und die
Kolbenringe am
Arbeitskolben. Alle haben ihre Besonderheit, aber eines haben sie
gemeinsam:
sie sind nicht absolut hundert Prozent dicht, die Tendenz ist
allerdings klar:
je teurer, und je aufwändiger, umso dichter. Um den Wirkungsgrad und
die
Leistung zu erhöhen, sind hier kaum Grenzen gesetzt. Hier gibt es auch
den
größten Unterschied zwischen Bastler- und Profimotoren.
Früher
hatten Stirlingmotoren gar keine Kolbenringe, sondern
nur ölgeschmierte Passungen. Der Ölfilm diente auch als Dichtung, die
Flüssigkeitsreibung fraß allerdings auch ein Großteil des Drehmomentes
und
damit der Leistung. Und wenn der Motor allzu lahm wurde, benutzte man
leichteres Öl oder mischte dem Öl Petroleum bei. Heute hat man erkannt,
dass Öl, ja selbst leichtester Ölnebel im Erhitzer verrußt und Ruß ist
eines
der
wirksamsten thermischen Isolatoren. Da man aber gerade am Erhitzer
größere
Mengen Wärme übertragen muss, ist diese Erscheinung Gift für den Motor
und wird
daher gemieden.
Moderne
Stirlingmotoren sind Trockenläufer. Trockenlauf
bedeutet: Anlenkhebel-Getriebe und Kolbenringe aus Teflon-Compounds.
Die genaue Mischung dieser
Compounds, die Formgebung wie die Produktionsverfahren solcher
Kolbenringe sind
oft Betriebsgeheimnisse der Herstellerfirmen. Doch alle
Kolbenring-Teststände
nützen nichts, wenn es um die Lebensdauer geht. Das muss an den
Differenzdrücken im Motor selbst getestet werden, und zwar bei
Dauertests weit über der
10 000 Stunden-Grenze.
Die
Differenzdrücke, denen der Kolbenring am Verdränger
ausgesetzt ist, sind gering und kommen nur durch die Strömungsverluste
im
Erhitzer, Regenerator und Kühler. Er muss künstlich an die Zylinderwand
angedrückt werden, damit er gut dichtet. Dazu dienen verschiedene
Federn aus
Draht oder Blech auf der Innenseite des Kolbenrings.
Bei
den Kolbenringen des Arbeitskolbens, die ja die vollen
Zyklusdrücke zu dichten haben, findet man solche Federn, ja sogar fein
abgestimmte Bimetall-Federn.
Im Bereich der Kolbenstangen-Abdichtung geht es auch um die vollen Zyklusdrücke. Hier bieten sich Kolbenstangen-Dichtungen für trockenlaufende Kompressoren an. Diese sind allerdings meist zu steif, nehmen zuviel Drehmoment weg, so dass man die Zugfedern, die um das Paket herumgeschlungen sind, herausnehmen und durch Zugfedern ersetzen muss, die eine geringere Federrate besitzen.
Um
Gewicht zu sparen, trennt man bei größeren Heißgasmotoren den
Getrieberaum vom Arbeitsraum, indem man die Kolbenkräfte über eine
Kolben- oder Schubstange führt. Diese linear geführte Stange besitzt
dann einen solch großen Durchmesser, dass man kleine Kolbenringe in die
Stange integrieren kann. Bei Motoren der 2.Generation
(DruckÖl-Schmierung im Getriebe) werden an dieser Stelle rafinierte
Dichtpakete aus verschiedenen Hydraulik-Systemen angewendet.
Die
Lebensdauer der Kolbenringe ist begrenzt, das heißt, wir
haben hier ein echtes Verschleißteil. Die Verschleiß-Geschwindigkeit
hängt von
zwei Faktoren ab, der Drehzahl und den Zyklusdrücken. Wir hatten beim
Beitrag „Der
Wirkungsgrad“ bereits deutlich gemacht, dass unsere Stirlingmotoren bei
Grundlast in einem niedrigen Drehzahlbereich und bei kurzzeitigem
Spitzenlast
in einem höheren Drehzahlbereich eingesetzt werden sollten. Nun haben
wir auf
Grund des Verschleißes bei den trockenlaufenden Dichtungen ein zweites
Mal
diese klare Tendenz.
Übrigens
Zyklusdrücke – man kann sie in speziellen Fällen
herabsetzen und damit die Lebensdauer erhöhen, ohne dabei das
Drehmoment und
damit die Leistung abzusenken. Stirlingmotoren mit 90° Phasenwinkel
weisen sehr
hohe Zyklusdrücke auf, bei 80° ist die Situation schon wesentlich
entspannter (siehe auch Beitrag "Definition Stirlingmotor /
Ridermotor).
Dabei kann zwischen 70 und 60° sogar die Leistung am größten sein, wie
nebenstehenden Skizze zeigt. Die Skizze zeigt auch, wie die ideale
Fläche bei
theoretisch dichten Kolbenringen durch die Undichtigkeiten verkleinert
wird.
Erst unter 55° sinkt dann auch die Leistung merklich ab. Dieses Konzept
verlangt
allerdings einen zusätzlichen Ausgleichskörper, siehe Beitrag Auswuchtung 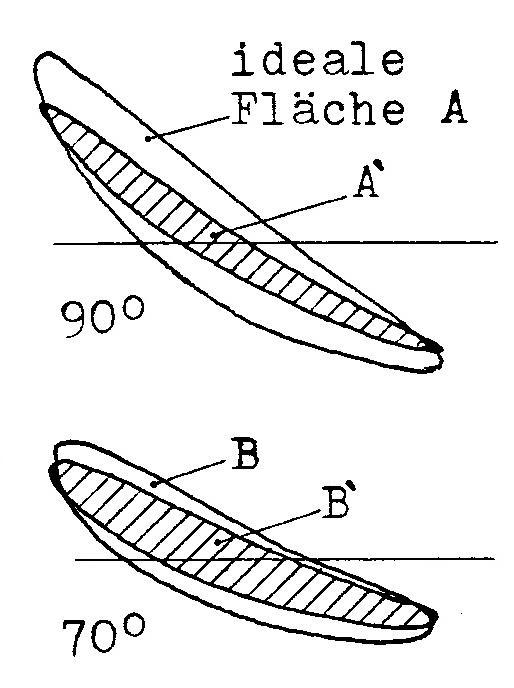
zurück zum Inhaltsverzeichnis (home).