Checkliste
für einen
erfolgreichen Erstlauf
Kann
man vor einem Erstlauf eines Strilingmotors bereits
vorhersagen, ob dieser ein Erfolg sein wird?
Schon
mancher Stirlingfreund zeigte mir sein selbstgebautes Modell, weil es
nicht oder
nur sehr schwer in Schwung zu setzen war. Auch wenn jeder Motor ein
Unikat
darstellte, gab es doch ein bestimmtes Muster an Problempunkten. Im
folgenden
sollen solche Problempunkte aufgezählt werden.
Leichter Lauf
Kleine
Stirlingmodelle, die durch einen Tropfen Öl am Arbeitskolben dichten,
verbrauchen mehr als die Hälfte ihrer thermisch erzeugten Leistung
durch diese Ölschmierung, da Öl immer eine gewisse Zähigkeit besitzt. Da sollte es
jedem
einleuchten, dass Schwergängigkeiten am sonstigen Getriebe
(Kurbelwellen-Lagerung,
Pleuel-Lagerungen und Pleuel-Gelenken) nichts an einem Stirlingmodell
zu suchen
haben.
Einen
Check-Test auf leichten Lauf macht man am besten mit heruntergenommenem
Erhitzerkopf, also ohne störende Kompression. Man erwärmt den kalten
Teil
vorsichtig mit einem Bunsenbrenner, bis er die Temperatur hat, die
später beim
Dauerlauf vermutet wird. (in der Regel 40°C). Dadurch setzt man die
Zähigkeit
des Öls herab, das zwischen Arbeitskolben und dessen Zylinder schmiert
und
dichtet. Dann setzt man Daumen und Mittelfinger gegenüber auf das
Schwungrad
und tut so, als ob man den Motor mit mehreren hundert Umdrehungen
anwerfen
wollte. Dabei zählt man, wieviel Umdrehungen das Schwungrad nachläuft,
bis es
stehen bleibt. Sind dies nur drei oder weniger Umdrehungen, ist ein
erster
erfolgreicher Testlauf unwahrscheinlich.
Bei
vier oder mehr Umdrehungen bestehen dagegen gute Chancen, wenn die
unteren
Punkte auch passen.
Kompression
Jeder
thermodynamischer Motor braucht eine gute Kompression. Alle beweglichen
Teile
müssen also zu den stehenden Teilen hinreichend gut abgedichtet sein.
Beim
Stirlingmotor ist das nicht nur die Passung zwischen Arbeitskolben und
dessen
Zylinderwandung (hier mit Öl gedichtet), sondern auch die Passung
zwischen der
Verdrängerkolbenstange und ihrer Buchse. Um die Kompression zu testen,
müssen
wir jetzt den Erhitzer montieren. Das tun wir bei einer Mittelstellung
des
Arbeitskolbens, also nicht in einem der Totpunkte. Daraufhin erfolgt
der
eigentliche Kompressions-Test: Man bewegt mit der Hand das Schwungrad
innerhalb
ungefähr einer halben Sekunde um ca. 60° und lässt dann das Schwungrad
los.
Wenn die Passungen gut genug gefertigt worden sind, wird der Kolben und
damit
die Kurbel zurückfedern. Man sollte diesen Test in beiden
Drehrichtungen
machen. Federt der Motor überhaupt nicht zurück, obwohl er beim oberen
Test
keine Schwergängigkeit zeigte, dann ist ein erster erfolgreicher
Testlauf des
Stirlingmotors unwahrscheinlich.
Dichtigkeit
Was
bei dem Kompressionstest auch deutlich wird, ist die Frage, ob die
Arbeitsräume
nach außen hin dicht sind. Wenn der O-Ring zum Beispiel nicht genügend
dichten
sollte, verpufft die Kompression an diesem Leck. Metallische Dichtungen
oder
Presspassungen haben sich bei Modell-Stirlingmotoren nicht als dicht
genug
bewährt. Aber die Kompression kann auch nach innen verpuffen, wenn der
Verdrängerkolben nicht abgedichtet ist. Der Verdrängerzylinder gehört
mit dem Verdrängerboden
verklebt und die Kolbenstange, die meist in den Verdrängerboden
verschraubt
wird, muss ebenfalls vor der Verschraubung einen Tropfen
Kleber
oder
Loctide abbekommen.
Mehr
zum Thema Dichtigkeit im Beitrag „Dichtigkeit“ auf dieser Homepage.
Wärmelängsleitung
Bei
vielen Bauanleitungen wird als Werkstoff Messing oder Aluminium im
Erhitzerbereich angegeben. Messing leitet die Wärme gut und ist daher
wirklich
geeignet für die Wärmeübertragung von der Flamme auf das Arbeitsgas.
Was dabei
aber übersehen wird, ist die Wärmelängsleitung zwischen dem heißen und
dem
kalten Teil – und zwar sowohl außen am Zylinder, wie auch innen am
Verdränger.
Hier sollte kein Material eingesetzt werden, das die Wärme gut leitet,
sondern
schlecht, wie z.B. Stahl oder noch besser Edelstahl. Sonst heizt sich
der kalte
Teil unnötig auf und das Temperaturverhältnis zwischen Heiß und Kalt
verschwindet zunehmens. Nach wenigen Minuten ist aus dem Motor keine
Leistung
mehr herauszukitzeln und nach ein paar weiteren Minuten kann der
Stirling sogar
stehen bleiben. Bei extrem kurzen Erhitzern kann es sogar vorkommen,
dass der
Motor überhaupt nicht läuft, obwohl er die beiden oberen Tests
bestanden hatte.
Schnell mal einen O-Ring oder eine Flachdichtungen zwischen den
Erhitzer und
den Kühler klemmen, um die Wärmelängsleitung zu begrenzen, bringt kaum
was und
ist gefährlich. Solche Ringe sind nicht für derart hohe Temperaturen
geeignet
und können beim Verschmoren giftige Dämpfe erzeugen. Auch kein Ersatz
für
schlecht wärmeleitende Materialien sind extrem dünne Wandungen aus
Messing. Das
hilft zwar etwas, aber nicht viel. Was dagegen sehr hilft, ist der
Aufbau einer
möglichst langen Regeneratorstrecke (siehe Beitrag VitaminR), also
einem
Zylinderbereich, der weder geheizt noch gekühlt wird. Und wenn diese
Regeneratorstrecke dann noch aus Stahl, Edelstahl oder sogar Glas
besteht, kann
der Motor beim Erstlauf bereits ein richtig hohes Drehmoment entwickeln.
Kleine
Liste W�rmeleitungsfaktor
| Werkstoff |
Kupfer |
Aluminium |
Messing |
Stahl |
Bronze |
Edelstahl |
Glas |
| Wärmeleitfaktor
in W/mK |
320 |
180 |
100 |
50 |
40 |
15
bis 18 |
ca.
1 |
Ölwahl
Welches Öl nimmt man als Schmierung am Kolben und an der
Verdrängerkolbenstange? Auch
die Ölwahl kann dafür entscheidend sein, ob ein Modellmotor läuft oder
nicht.
Motorenöl zu nehmen, ist wegen der Aditive nicht ratsam. Die meisten
Modellbauer nehmen Nähmaschinenöl, aber nicht irgendwelches, sondern
mit der
zusätzlichen Aufschrift „harz- und säurefrei“. Verdünnen kann man das Öl mit 10
bis 30% Petrolium. Aber Vorsicht: Jede Verdünnung bewirkt auch, dass
die
Schmierung nachlässt und möglicherweise vorzeitig Abriebs-Erscheinungen
auftauchen.
Verdränger-Fertigung
Eine
besondere Herausforderung beim Bau eines Stirlingmotors ist die
Fertigung des
Verdrängers. Neben dem dünnwandige Zylinderkörper aus Stahl oder
Edelstahl, ist
es vor allem die Koaxialität zwischen ihm und der Kolbenstange, was
einen
richtigen Stirling-Baumeister ausmacht. Nur wer diese Hürde meistert,
kann
einen optimalen Ringschlitz einstellen, so dass der Motor ein gutes
Drehmoment
erreicht. Dagegen gar kein gutes Zeichen ist es, wenn die
Verdrängerspitze
seitlich am Erhitzer anschleift. Ob die Koaxialität ausreichend ist,
kann man
auf der Drehbank leicht ermitteln, indem man die Kolbenstange ins
Backenfutter
einspannt und den Taster einer Messuhr vorne am Verdränger gleiten
läßt,
während man von Hand langsam das Backenfutter dreht. Liegt die
Koaxialität
innerhalb eines Viertel des vorgesehenen Ringspaltes, so sollte der
Motor
funktionieren. Voraussetzung ist dabei allerdings, dass die Passung
zwischen
Kolbenstange und ihrer Buchse auch nur eine Kippbewegung von einem
Viertel des
Ringspaltes zuläßt.
Soweit
die Checkliste für kleine Modellmotoren mit Ölschmierung.
Checkliste
für Leistungsmotoren
Auch
für größere Motoren, die Leistung
abgeben sollen, gelten die oberen Punkte, außer dem der Schmierung.
Es
fragt sich nämlich, ob man auf die Ölschmierung verzichten sollte.
Schließlich ist das Technik aus der Anfangszeit, als man nur
Tropfschmierung
kannte. Auch musste man damals die Erhitzer alle paar Wochen abnehmen
und innen
vom Ruß befreien, weil der Ölnebel auch in diesen Teil des
Stirlingmotors kam.
(Ruß hat einen Isolationsbeiwert, der Styropor oder Mineralfasern
entspricht
und war denkbar ungeeignet an wärmeübertragenden Teilen.) Die zweite
Generation
hatte eine Ölspritz-Schmierung (wie in allen KFZ-Motoren). Um zu
verhindern,
dass Ölnebel zum Heißteil gelangte, erfand man besondere aufwändige
Kolbenstangen-Dichtungen zum Arbeitsraum hin. Die Wartung dieser
Dichtungen
stellte sich als großes Problem heraus.
Deshalb
ging man ab 1980 immer mehr zur dritten Generation über: Wie bei
Elektromotoren
fährt man jetzt ohne Öl, sondern schmiert die notwendigen Kugel- und
Wälzlager
mit Fett. Das Kurbelgehäuse sowie die Zylinder sind nun trocken.
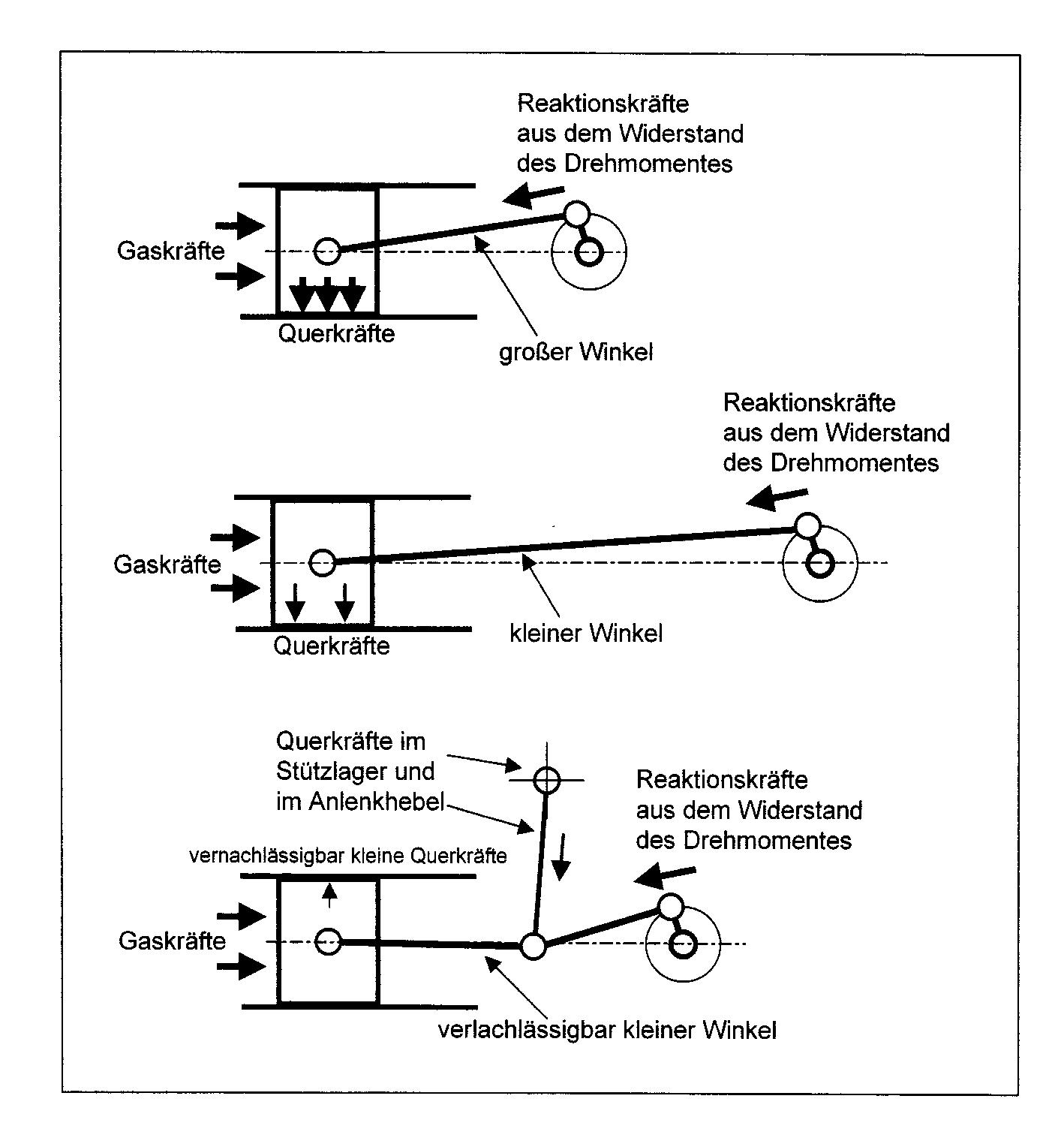
Querkraft-Entlastung
 Das
bedeutet, dass auch die Kreuzköpfe der Kolben trocken laufen müssen.
Man behilft sich hier mit Teflon-Gleitlager. Die Querkräfte – speziell
beim
Arbeitskolben-Triebwerk sind dabei so stark, dass diese
Teflon-Gleitlager überfordert sind. Ein Viebachmotor besitzt zum Beispiel eine recht
großzügig
bemessene Teflon-Bandage am Kolben. Trotzdem ist diese nach 250 bis 300
Stunden
abgearbeitet.
Das
bedeutet, dass auch die Kreuzköpfe der Kolben trocken laufen müssen.
Man behilft sich hier mit Teflon-Gleitlager. Die Querkräfte – speziell
beim
Arbeitskolben-Triebwerk sind dabei so stark, dass diese
Teflon-Gleitlager überfordert sind. Ein Viebachmotor besitzt zum Beispiel eine recht
großzügig
bemessene Teflon-Bandage am Kolben. Trotzdem ist diese nach 250 bis 300
Stunden
abgearbeitet.
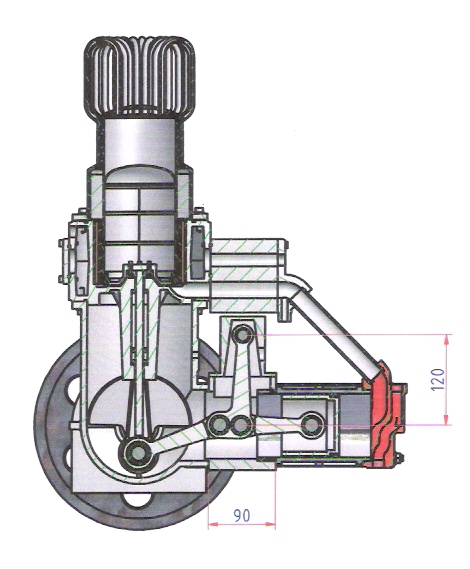 Die Lösung dieses Problems liegt in einer
Querkraft-Entlastung
durch einen Anlenkhebel (siehe Kasten rechts). Damit kann die
Lebensdauer wie in Bild links
auf über 1000 Stunden
gebracht werden! Kein moderner Stirlingmotor kommt heute ohne
Anlenkhebel aus. Dabei kann der Hebelarm und die Schubstange nicht
lange genug sein, so dass weit über 10.000 Stunden möglich werden
(siehe zwei Beispiele im Beitrag Auswuchten). Oft
wird auch ein Anlenkhebel beim Verdränger-Triebwerk eingesetzt. Wie
auch immer, Teflonringe und Teflon-Bandagen haben nur eine
"Überlebenschance" mit einer ordentlichen Querkraft-Entlastung.
Die Lösung dieses Problems liegt in einer
Querkraft-Entlastung
durch einen Anlenkhebel (siehe Kasten rechts). Damit kann die
Lebensdauer wie in Bild links
auf über 1000 Stunden
gebracht werden! Kein moderner Stirlingmotor kommt heute ohne
Anlenkhebel aus. Dabei kann der Hebelarm und die Schubstange nicht
lange genug sein, so dass weit über 10.000 Stunden möglich werden
(siehe zwei Beispiele im Beitrag Auswuchten). Oft
wird auch ein Anlenkhebel beim Verdränger-Triebwerk eingesetzt. Wie
auch immer, Teflonringe und Teflon-Bandagen haben nur eine
"Überlebenschance" mit einer ordentlichen Querkraft-Entlastung.
Auch
die Kolbenringe werden aus Teflon gefertigt. Es
gibt
heute eine ganze Reihe von Teflon-Sorten, die mit
Kohlefasern gemischt sind. Die Firma ElringKlinger ist hier
die richtige Adresse
für
Kolbenringe aus Kohlefaser-Kompounds und Klüber Lubrication für
Bandagen aus
Klüberplast W (Teflon mit Glasfasern). Die Hersteller geben allerdings
viel zu optimistische
Werte an, wenn es um die Lebensdauer ihrer
Legierungen
geht. Das liegt wahrscheinlich daran, dass sie die Materialien nicht
unter den Bedingungen eines schwingenden Kolbens erproben, sondern nur
auf einer sich drehenden Scheibe.
Noch
ein Wort zu Teflon: Wird Teflon über 240°C erhitzt, entstehen
gefährliche Dioxin-Dämpfe. Beim Spanen
kommen wir
zwar kaum auf 100°C und auch im Betrieb der Motoren kommt keiner der
Kolbenringe auf über 150°C, aber dem Dreher darf kein Span zufällig auf
die
Glutspitze
seiner abgelegten Zigarette fallen: Das Inhallieren des nächsten Zuges
wäre
tödlich. Die
Teflon-Späne müssen aus diesem Grund auch als Sondermüll entsorgt
werden.
Hierbei wird das Teflon zwar auch verbrannt, aber das entstehende
Dioxin gleich
mit Temperaturen über 2000°C in gefahrlose Gase umgewandelt.
Doch
kommen wir wieder zum Stirlingmotor zurück.
Zylinder - Kolbenpaarung
Auch
für trockenlaufende Motoren gilt ein leichter Lauf als vorteilhaft.
Dabei
sollte die stützende Kolbenbandage möglichst nahe an der
Zylinderwandung
anliegen, damit keine unerwünschten Geräusche entstehen und die Bandage
durch
ständiges Hin- und Hergestoßenwerden vorzeitig weggedängelt wird. Da
der
Wärmeausdehnungs-Koeffizient von Teflon viel höher ist als bei allen
Metallen,
sollte die Teflon-Bandage so dünn wie möglich sein, jedenfalls nicht
dicker als
1mm. Den Ringspalt zwischen Bandage und Zylinder stellt man in einem
Wärmeschrank ein. Wenn man als Arbeitsgas Helium plant und eine
Kühlwasser-Temperatur
von 70°C zulassen will (Kraft-Wärme-Kopplung), dann bedeutet dies z.B.
110° an
den Kolbenbandagen. Der Wärmeschrank ist in diesem Fall zuerst auf
120°C
einzustellen. Bei dieser Temperatur sollte der Kolben blockieren oder
schwergängig in der Zylinderbuchse laufen, beim Abkühlen auf 110°C muss
der
Kolben dagegen frei laufen. Tut er das nicht, muss weiter abgekühlt
werden, um
zu sehen, für welche Kühlwasser-Temperatur diese Paarung geeignet ist.
(70°C zu
110°C, also 40K war hier für Helium angegeben, bei Luft oder Stickstoff
liegt
dieser Wert bei ca. 60K. Es kommt auch darauf an, wie gut die
Zlinderwandung
gekühlt werden kann. Bei schlechter Kühlung kann der Wert durchaus bei
80K
liegen.)
Die
Gegen-Laufflächen für die Teflon-Bandagen sollten am Besten geschliffen
oder
gehohnt sein. Dabei kommt es nicht so sehr auf die
Oberflächen-Rauhigkeit an,
sondern wie die Mikro-Struktur dieser Oberfläche aussieht. Beim Drehen
erhölt
man runde „Wellentäler“ und spitze „Wellenkämme“, denkbar schlecht
geeignet für
einen Teflon-Gegenpartner. Beim Schleifen werden die Spitzen
abgetragen, ja das
Bild dreht sich förmlich um, weil auch neue Riefen entstehen. Diese
sind jedoch
alles andere als schlecht. In diesen Riefen haftet ein anfänglicher
kleiner
Abrieb an Teflonmaterial, so dass schließlich Teflon auf Teflon
gleitet. Man
kann dieses „Gegen-Teflon“ auch künstlich bei der Fertigung auftragen,
so dass
auch der anfängliche Abrieb der Bandagen vermieden wird.
Heliumgefüllter Verdränger
Bei
Leistungsmotoren, die mit Helium gefüllt sind, um auch das Fett durch
Nichtanwesenheit von Sauerstoff vor einer zu kurzen Lebensdauer zu
schützen,
sollte auch im Verdränger kein Sauerstoff vorhanden sein. Das bedeutet,
dass der
Verdränger entweder unter Helium-Atmosphäre montiert werden muss, oder
dass er
nach der Fertigung mit Helium gefüllt oder ausgeblasen wird.
Automatisierte Nachfettung
Schließen
möchte ich die Checkliste mit dem Hinweis, dass vor allem die hoch
beanspruchten Wälzlager des Arbeitskolben-Triebwerkes regelmäßig mit
neuem Fett
versorgt werden müssen, um Laufzeiten über 3000 Stunden zu erreichen.
Diese
Fettversorgung sollte automatisiert werden, alle 500 bis 800 Stunden
ungefähr
ein Hundertstel des jeweiligen Lager-Innenraumes. Eine solche
Automatisierung gibt
es bisher (2015)
noch nicht, muss aber entwickelt werden. Dann sind Laufzeiten von
30.000
Stunden durchaus denkbar.
Druckversion
zurück zum
Inhaltsverzeichnis (home)